Product Overview
- Manufactured for heavy-duty material handling with a robust 120kg load capacity.
- Features a 16-inch puncture-resistant pneumatic tire for superior terrain adaptability.
- Constructed with a galvanized steel frame and an 80L anti-rust deep tub.
- Engineered by a leading manufacturer and supplier to streamline volume sourcing and commercial operations.
Product Description
The 120kg Capacity Air Wheel Wheelbarrow (WB6200H) represents the pinnacle of utilitarian craftsmanship, meticulously forged to transform grueling material transport into a seamless operation. When gripping the ergonomically contoured handles, operators immediately sense the balanced weight distribution and the solid, unyielding nature of the reinforced steel frame. The tactile feedback of the premium rubber grips ensures secure handling even in damp conditions, while the visual appeal of the flawless galvanized finish speaks volumes about its industrial-grade rust resistance. As the heavy-duty pneumatic tire rolls over jagged gravel or thick mud, the distinct, quiet hum of the shock-absorbing rubber replacing the harsh clatter of traditional wheels demonstrates its superior terrain adaptability. Every weld and rolled edge is executed with precision, ensuring that whether you are moving wet cement, coarse abrasive aggregates, or dense agricultural feed, the structural integrity remains uncompromised. This wheelbarrow is not merely a tool; it is a reliable extension of the workforce, designed to elevate operational efficiency and endure the most demanding environmental challenges.
Product Specifications
| Model | WB6200H |
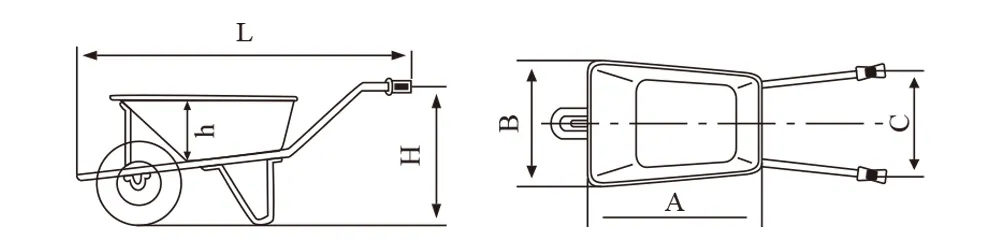
| Product Size (L x C x H x A x B x h) | 1400 x 660 x 620 x 835 x 675 x 215 mm |
| Load Capacity | 120 kg |
| Sand Capacity | 4 cuft |
| Water Capacity | 65 Litre (Total tub volume ~80L) |
| Wheel Size | 13" x 3" (Standard) / 16" Puncture-resistant pneumatic tire (Upgraded) |
| Tray Material | Anti-rust Steel |
| Tray Thickness | 0.5 - 1.2 mm |
| Frame Thickness | 1.1 - 2.0 mm (Reinforced up to 2mm) |
| Loading Qty | 1300 pcs / 20' Container |
| Surface Treatment | Galvanized coating (Passed 300-hour salt spray test) |
| Handle Adjustment Range | 15 cm (Fits 140-180 cm height) |
| Tub Opening Width | 55 cm |
| Tub Ground Clearance | 40 cm |
Key Features & Highlights
Engineered for maximum utility and longevity, the WB6200H wheelbarrow integrates advanced material science with practical, user-centric design. This equipment is structured to resolve common pain points in heavy material transport, significantly reducing physical strain while maximizing output per trip. By focusing on high-stress points, the design ensures uninterrupted workflow during critical project phases. The integration of high-grade steel and advanced rubber compounds creates a synergy of strength and flexibility. Operators will notice an immediate difference in how the cart handles dynamic loads, preventing unwanted tipping and ensuring that materials reach their destination securely.

- Superior Load Distribution: Engineered geometry prevents tipping and minimizes operator exertion.
- Advanced Surface Treatment: Industrial coatings repel moisture and abrasive damage.
- Precision Engineering: Seamless welds and reinforced joints for long-lasting structural integrity.
- Effortless Maneuverability: Optimized center of gravity allows for swift navigation in tight spaces.
Load Capacity & Structural Durability
Built to withstand the uncompromising rigors of high-intensity operations, this wheelbarrow offers a steadfast 120kg load capacity that professionals can rely on day in and day out. The core of its exceptional strength lies in the meticulously crafted galvanized steel frame, boasting a thickness ranging from 1.1mm to 2.0mm. Strategic reinforcements at critical stress points reach the full 2mm specification, ensuring that the chassis does not buckle under extreme pressure. This robust architecture delivers a remarkable 20% increase in structural bearing capacity compared to conventional models on the market, effortlessly managing dense materials like construction aggregates, wet soil, and heavy agricultural feed without structural fatigue.
- Heavy-duty payload support for high-density materials.
- Reinforced axle brackets to prevent wheel misalignment under heavy loads.
- Deformation-resistant tub designed to maintain its shape after repeated impacts.
- Thickened steel undercarriage for superior core stability.
Wheel Performance & Terrain Adaptability
Navigating unpredictable and hazardous landscapes requires a wheel system that can absorb severe impact while maintaining consistent forward momentum. This model is equipped with a premium 16-inch puncture-resistant pneumatic tire, featuring a significantly thickened inner tube that slashes the risk of flats by an impressive 40%. The advanced air-filled shock absorption system acts as a dynamic cushion, effortlessly neutralizing the harsh vibrations generated by cobblestones, rutted agricultural fields, or icy pathways. This sensory reduction in vibration translates directly to less arm and back fatigue for the operator, allowing for sustained productivity over longer shifts without compromising safety or control.
- 16-inch oversized pneumatic profile for rolling over large obstacles.
- 40% reduction in puncture risks, minimizing operational downtime.
- Dynamic vibration dampening to protect operator joints and muscles.
- Superior traction tread pattern for secure grip on slippery, muddy, or snowy surfaces.
Anti-Corrosion & Weather Resistance
Environmental degradation is a primary concern for outdoor equipment investments, which is why this wheelbarrow is fortified with an industrial-grade galvanized coating. Subjected to a rigorous 300-hour salt spray test, the steel frame demonstrates exceptional resistance to oxidation and rust, making it an indispensable asset in humid coastal regions, muddy agricultural sites, or during harsh, snowy winters. Furthermore, the 80L deep tub is crafted from premium anti-rust steel with smoothly rolled edges, specifically engineered to handle high-moisture loads such as wet cement, slurry, or damp compost. Maintenance is remarkably simple—a quick water rinse restores the pristine finish, preventing long-term corrosive damage.
- 300-hour salt spray tested galvanized finish for maximum rust prevention.
- 80L rust-resistant steel tub capable of holding wet and corrosive materials.
- Rolled edge design that eliminates sharp points and enhances tub rigidity.
- Wash-and-go maintenance that saves valuable time at the end of the workday.
Ergonomics & Handling Efficiency
Operator fatigue directly impacts daily productivity and operational safety, making the highly tuned ergonomic profile of this wheelbarrow a critical advantage. The handles feature a highly adaptable 15cm height adjustment range, perfectly accommodating operators ranging from 140cm to 180cm in stature. This promotes a biomechanically healthy posture and significantly reduces lower back strain during heavy lifts. Coupled with premium shock-absorbing rubber grips, the design minimizes friction and blistering during prolonged use. Additionally, the ultra-wide 55cm tub opening and the low 40cm ground clearance drastically reduce the lifting force required to load and unload heavy materials, streamlining the entire material handling process.
- 15cm adjustable handle height for customized operator comfort.
- 55cm ultra-wide tub opening to accommodate large shovels and bulk dumping.
- 40cm low ground clearance to minimize the physical effort of lifting materials.
- Posture-correcting geometry that aligns with natural human movement.
Procurement Cost-Effectiveness & Maintenance
For supply chain managers and volume purchasers, optimizing landed costs and minimizing lifecycle expenses are paramount to maintaining competitive margins. This wheelbarrow is ingeniously designed for exceptional spatial efficiency during international transit, allowing an impressive 1,300 units to be loaded into a standard 20-foot container. This ultra-high-density packing significantly dilutes cross-border logistics costs per unit. Beyond initial freight savings, the equipment utilizes globally standardized, low-cost replacement parts for high-wear items like tires and grips. Backed by a comprehensive 1-year warranty on structural components, this model dramatically reduces total cost of ownership and ensures long-term operational viability.
- Ultra-dense container loading (1300 pcs/20' container) for maximized freight efficiency.
- Globally standardized, low-cost replacement parts readily available in any market.
- 1-year comprehensive warranty on structural components for peace of mind.
- Reduced lifecycle maintenance expenditures to boost overall profitability.
Versatile Application Scenarios
True equipment value lies in its adaptability across diverse operational environments. Positioned as a premier multi-functional heavy-duty cart, this wheelbarrow shatters the limitations of single-use equipment. It is meticulously engineered to deliver peak performance across a diverse array of demanding sectors, allowing procurement specialists to cater to a broader spectrum of industry needs. The rugged construction easily transitions from the harsh, abrasive realities of commercial construction sites to the nuanced, high-volume needs of agricultural harvesting and municipal landscaping. This unparalleled versatility ensures high utilization rates, making it an essential asset for any comprehensive equipment fleet.
- Construction and Masonry: Effortlessly transports bricks, wet cement, and heavy tools.
- Agricultural and Livestock Management: Ideal for hauling dense feed, hay, and harvested crops.
- Municipal Landscaping: Perfect for moving topsoil, gravel, and large plant root balls.
- Facility Maintenance: Highly effective for debris removal and winter snow clearing operations.
Why Choose Us
Selecting the right manufacturing partner is the most crucial step in ensuring consistent product quality and reliable global supply. As a dedicated manufacturer and supplier, we leverage decades of specialized engineering expertise to produce material handling solutions that consistently exceed stringent international standards. Our state-of-the-art production facilities utilize precision metal stamping and automated robotic welding, guaranteeing that every single wheelbarrow off the line meets exact dimensional and structural specifications. We are deeply committed to fostering long-term partnerships through transparent communication, rigorous quality assurance, and a relentless focus on delivering tangible value to our global network of commercial buyers.
- Direct-from-manufacturer pricing structures that eliminate unnecessary markups.
- Rigorous multi-stage quality control protocols from raw material to final packaging.
- Scalable production capacity capable of fulfilling large-volume orders promptly.
- Dedicated global support and comprehensive after-sales service teams.
FAQ
Q1: What makes the galvanized coating on this wheelbarrow superior for coastal or humid environments?
The steel frame undergoes a specialized galvanization process that has successfully passed a rigorous 300-hour salt spray test. This ensures the zinc layer provides an impenetrable, industrial-grade barrier against saline moisture, preventing premature oxidation and extending the equipment's lifespan significantly.
Q2: How does the container loading capacity impact overall procurement strategy?
By optimizing the knockdown design of the WB6200H, we can fit exactly 1,300 units into a standard 20-foot container. This maximizes freight space utilization, which significantly lowers the shipping and logistics cost per unit, thereby improving margin structures for volume buyers.
Q3: Can the 80L tub withstand the abrasive nature of wet concrete and slurry?
Absolutely. The deep tub is crafted from 0.5 - 1.2mm anti-rust steel with a protective surface treatment specifically designed to resist the corrosive and abrasive properties of wet cement and soil. It requires only a simple water rinse after use to maintain its integrity.
Q4: Are the replacement parts for the WB6200H proprietary or standardized?
We utilize globally standardized dimensions for high-wear components, such as the 16-inch pneumatic tires and the rubber handle grips. This ensures that maintenance is highly cost-effective and replacement parts can be sourced easily and affordably anywhere in the world.
Q5: How does the adjustable handle mechanism improve daily operational efficiency?
The handles offer a 15cm height adjustment range, allowing operators of varying heights (140-180cm) to customize the grip position. This biomechanical alignment reduces musculoskeletal strain on the lower back and arms, thereby sustaining worker productivity and safety over long shifts.

 English
English العربية
العربية Français
Français Русский
Русский Español
Español Português
Português Deutsch
Deutsch italiano
italiano 日本語
日本語 한국어
한국어 Nederlands
Nederlands Tiếng Việt
Tiếng Việt ไทย
ไทย Polski
Polski Türkçe
Türkçe አማርኛ
አማርኛ ພາສາລາວ
ພາສາລາວ ភាសាខ្មែរ
ភាសាខ្មែរ Bahasa Melayu
Bahasa Melayu ဗမာစာ
ဗမာစာ தமிழ்
தமிழ் Filipino
Filipino Bahasa Indonesia
Bahasa Indonesia magyar
magyar Română
Română Čeština
Čeština Монгол
Монгол қазақ
қазақ Српски
Српски हिन्दी
हिन्दी فارسی
فارسی Kiswahili
Kiswahili Slovenčina
Slovenčina Slovenščina
Slovenščina Norsk
Norsk Svenska
Svenska українська
українська Ελληνικά
Ελληνικά Suomi
Suomi Հայերեն
Հայերեն עברית
עברית Latine
Latine Dansk
Dansk اردو
اردو Shqip
Shqip বাংলা
বাংলা Hrvatski
Hrvatski Afrikaans
Afrikaans Gaeilge
Gaeilge Oʻzbekcha
Oʻzbekcha isiZulu
isiZulu





























































































